



Click here to download a printable copy of 'A LEAN Approach to EMEOPS'
Introduction
The 9th Force Support Battalion (9 FSB) recently conducted a review of its workshop. As a result of the review activities, it implemented a new Electrical Mechanical Engineering Operations (EMEOPS) structure and adapted its workplace operating processes. This change has resulted in a decrease in work order administrative downtime of approximately 50% over a rolling 12 month period, measured utilising VULCAN and other evidence from the Reliability, Availability, Maintainability Engineering (RAME) section. The aim of this paper is to explain the new processes followed at 9 FSB EMEOPS so that other units can assess whether they wish to implement this as best practice within their maintenance facilities.
Background The author posted into 9 FSB at RAAF Amberley and within the first few months identified a number of deficiencies. The identification of these issues, amplified by the evolution of PLAN CENTAUR, encouraged the author and the Technical Support Platoon (TSP) Platoon Commander to think of a new approach to workshop operations.
The initial plan was to establish a Production Control Section (PCS)[1] based on the 'Six Maintenance Planning Principles'[2]. The plan has since evolved, with the facility now using ten principles. It should also be mentioned that this is not just a system based on principles: it is a culture that must be instilled within the workplace to achieve excellence.
There is a growing consensus within the Royal Australian Electrical and Mechanical Engineers (RAEME) Corps between Artificer Sergeants Major (ASMs) that you cannot have everything ready for the Commanding Officer all the time. Instead, it is important to work with the Operations cell to forecast activity demand[3]. It is the personal opinion of the author that, despite the fact that nothing can be available 100% of the time, the efficiency of the system described in this paper results in a level of equipment availability that comes close to achieving 'complete' readiness. As a result, this system assures the Commanding Officer that, within reason, they have all of their capability available and at their disposal as and when required.
The Structure
9 FSB EMEOPS currently operates using the following 10 principles:
- keep planning as a separate department
- focus on future work
- component level files
- estimate the job based on planner expertise
- recognise the skills of the craft
- measure performance with work sampling
- internal key performance indicator (KPI)
- visual management systems
- command and control (C2)/transparency
- strict routine
Keep planning as a separate department. The PCS sits completely separate from the members conducting day-to-day business. Desks have been arranged (within network cable limitations) in such a way that encourages face-to-face communication between the members of the PCS, in order to enhance future planning and knowledge transfer. The PCS is the first section you see when you walk into the office, preventing customers from walking too far and distracting other personnel who are working. The PCS does not get involved with the work that is currently on the floor.
Focus on future work. The PCS looks at future work and future work only. Nothing that happens in the current work fortnight goes to the PCS, as this is the responsibility of the Execution Team. Exception to this only occurs if work has to cease and be parked up for long term issues (or generated from XX – DO NOT USE Technical Inspections). In this case the PCS takes over responsibility for Date Equipment Required (DER) negotiation, additional parts planning, etc.
Component level files. Ellipse is the Computerised Maintenance Management System (CMMS) that currently keeps component level files on our equipment. The essential element in this case is to maintain data integrity with as much detail provided as possible. There is a set naming format for all work order headers, making it easy for all personnel to organise their work. Having a uniform naming convention that is known by all planners and executors allows easy visual differentiation of the current work schedule. 9 FSB utilise a formal naming convention in MILIS (Military Integrated Logistics Information System) for all work order headers which enables simpler organisation: OWNER/EQUIPMENT/ARN/TYPE OF JOB.
Estimate the job based on planner expertise. The PCS consists of experienced members and, if required, draws on experienced Senior Non-Commissioned Officers to provide methods of how to conduct work in the most efficient manner. Emphasis is placed on the PCS being educated in the ADF supply chain (with the minimum requirement being the Campus ADF Supply Chain course) to reduce the tendency to dump everything on the Repair Parts Section for rectification. The PCS are the ones held accountable for parts not arriving as they should be the ones chasing up parts as required. 9 FSB EMEOPS is separated into two detachments (see Image 1 for visual representation):
Planning. The planning detachment currently consists of a multi-trade group of personnel with a Corporal Vehicle Mechanic, and a part-time Craftsman Fitter Armament who is in training, spending two days a week in the planning department offering his expertise. There is a Sergeant Vehicle Mechanic in the location that currently conducts platoon administration; however, is able to provide expertise when required.
Scheduling. The scheduler is currently a Corporal Technical Electrical System who sits in the same area. He is available to offer expertise to planners on electrical matters when required. There is now also a Production (call in and out) Clerk that is a Lance Corporal Vehicle Mechanic, having just taken over from a civilian contractor. The Production Clerk works together with the scheduler, who drives the flow of work in to the workshop. The workshop schedules using two week blocks, i.e. two weeks' worth of work are called in while the next two weeks are planned due to known turbulence within Army workshops. At any time, the leading hands in the work execution area can advise the scheduler to either slow down or speed up the schedule if work is being conducted quicker than expected.

Image 1: Production Control Section
Recognise the skills of the craft. The individual skill of the technician must be considered by the planner when estimating a job. The planner uses their expertise to plan the general conduct of a job, respecting the individual proficiency of the technician against the specific information and the way the work will actually be conducted.
Measure performance with work sampling. This is conducted in a number of ways at 9 FSB EMEOPS. The first theory behind this is that complex reports which have been introduced with ‘chase the green’ style KPI are not required for the day-to-day running of the maintenance facility. The only report used for production management at 9 FSB is the DDAPC1 (Maintenance Management Overview) Report, as it provides an overview on the back page of all the relevant KPI as per the Electronic Supply Chain Manual (ESCM) and gives a backlog figure. Local Site Administrators are able to set this up to run cyclically and be delivered automatically into an individual’s Infoview (a fact that still seems to be some sort of secret around the RAEME world). Furthermore, the work order audit list on the second tab allows sorting of the current work into a simple table that is easy to follow. An alternative to using the DDAPC1 report is to open all current work in Mincom WorkPlanner and export to Excel. It is mandatory that all the data fields are completed as per the template with no variations. Furthermore, VULCAN is used on a weekly basis in order to gauge equipment downtime (time between call in and equipment returned).
Internal KPI. 9 FSB has set the following internal KPI:
- All Maintenance Requests (MR) (unless pending further information from the requesting customer) are to be in the relevant workgroup in under 24 hours during the working week (note: 1200h Friday – 1200h Monday = 24 hours).
- All MR are to be converted to a work order within 24 hours of being in a workgroup.
- Parts are to be ordered and the job planned within 24 hours of the work order conversion.
- The time difference between all call in and out periods is 24 hours (unless the owner notifies EMEOPS that they cannot deliver or pick up equipment). This is where significant time savings are achieved, allowing early indication of potential friction points and unavailability of equipment for work.
Visual management systems (VMS). The first VMS at 9 FSB starts with the ‘croc’ line. There is a four colour system denoting the current status of the particular work order. When call ins and outs are conducted, customers are directed to the particular colour they are to park their vehicle at, or at which delivery point they are to drop off their equipment. There are a number of posters around the office for technicians IOT ensure they also park vehicles in the correct colour.
Templates have been created denoting the workflow of work orders through the CMMS (Figure 1) 
Figure 1: Work Order Flow Chart
C2/transparency. This is the most important aspect of the 10 principles. It starts with C2, by the EMEOPS having a group email box on the network. It may sound minimal; however, nothing is permitted to be sent to customers and external agencies from personal e-mail addresses. It must be sent on behalf of the group email, and must also carbon copy the group email box. The theory behind this particular aspect is based upon the author's experience with personnel being in and out due to various Army commitments, which often leads to an information gap about certain jobs. This is the first part of ensuring that anyone (all Lance Corporal and above in the workshop have access to the box) can answer a query by searching through the various folders in order to provide information to a customer. Not only does this aid in keeping the EMEOPS transparent (nothing is deleted) and all informed, it keeps the customer honest and allows the EMEOPS to produce evidence of technical advice provided or evidence of multiple call in and out attempts when necessary.
Written communication is the only type permitted for contact with customers; phone calls are not used. A running commentary is maintained in the extended text at the work order header level that must be completed as the work order progresses through the execution process. This is another enabler for planners as anyone can see the status of any work order at any time if there is a request for information. This commentary is also copied into the completion comments during closure for maintenance traceability.
The practice of having a section commander run a workgroup on Ellipse is no longer used at 9 FSB. Instead, work orders are managed by user status and are assigned to individuals. This is visually represented in Figure 1 and laid out in Figure 2. The explanation of the process is below:
MSEWO1 & 2 (Initiation & Planning) screens are only to be used by the planners. The planners look in multiple workgroups for MR which require conversion. Once converted, the planner assigns the job to their USERID and uses AB (awaiting planning), AP (planning), PP (parts regional), PO (parts global), A5 (await technical data) user status whilst planning the work order. Upon completion of the planning process (when the parts are ordered), the work order is assigned to the USERID of the scheduler and changed to user status AS (scheduled).
MSEWO3 (Scheduling) screen is used by the scheduler to schedule the work. The current guidance is to plan in two week blocks of work (the author has accepted the turbulent nature of barracks routine). The flow of work is completely controlled by the scheduler. The personnel in the execution section advise the scheduler whether the flow needs to increase or decrease. Once the equipment arrives in location, it is up to the floor corporals to determine in what order they want to complete the work. The trigger for schedulers to call in work is when 70-90% of the class nine stores have been received (depending on the work order type). The scheduler uses the user statuses E1 (1st call in), E2 (2nd call in), E3 (3rd call in), AU (owner task), AF (equipment received), AW (awaiting item at trade) and AG (awaiting facilities). Once the equipment is received, the scheduler reassigns the work order to the relevant USERID of a floor corporal (based on their current workload).
MSEWO4 (Execution) screen is used by the corporals running the jobs on the floor. The only thing they have to worry about is the jobs in location at the workshop. They use the user statuses AL (awaiting labour), IP (in progress), MB (work complete), PP and PO (if growth work is found). Once the job is completed (i.e. all the physical work and electronic transactions including technical inspection has been done) they reassign the work order back to a USERID of a member in the PCS.
MSEWO5 (Completion) is used currently by the prod clerk. They conduct staff checks on the work and finalise any outstanding transactions. They then use user statuses O1 (1st call out), O2 (2nd call out), O3 (3rd call), OL (equipment returned), AN (administration) and AZ (document complete). The PCS closes the work order and scans it in to the DRMS (which also has a highly organised structure).
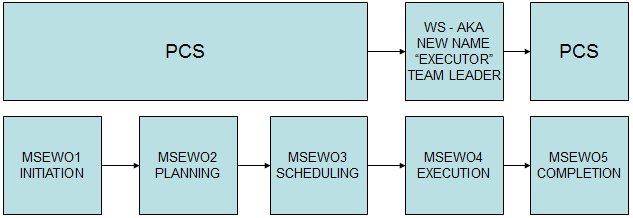
Figure 2: CMMS Workflow
The advantage of the above workflow is that managers only need to be concerned about the work orders that are assigned to them. For example, a floor corporal may have 10 work orders assigned to him, knowing that he should not have any issues with parts or customers, as the equipment has already been delivered to him. The planner only worries about planning. The production clerk only concerns himself with the call in and out process. This alleviates the current practice of running a workgroup with 50 jobs jumping between different stages.
Strict routine. This is a must. The current practice is not to allow personnel to go home until labour hours have been submitted and user statuses have been updated. This may seem extreme; however, the relentless pursuit of excellence has to be taken seriously. The strictly enforced standardisation enables the creation of a ‘culture’ that ensures everything is completed correctly.
Other considerations. There are a number of other enablers to the new structure. The platoon commander is instrumental in this plan as they are one of the key inputs into production. The lieutenant will utilise their peer group in the unit, as well as the OPS conference, in order to gather ‘business intelligence’ on upcoming activities. This intelligence is fed to the workshop ASM, who injects the work into EMEOPS, resulting in PCS receiving only one input of work. This allows for greater planning and understanding of upcoming training activities and priorities (represented in Figure 3).
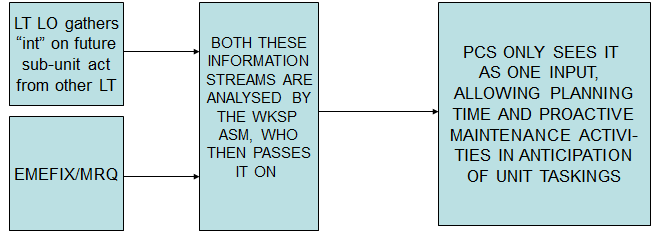
Figure 3: Business workflow
Although this structure currently applies to MILIS, it can easily be transferrable to our future ERP (enterprise resource planning) solution (SAP). SAP still generates work in a similar fashion and has a linear workflow, meaning that personnel can be assigned specific roles in the end to end process. Furthermore, as SAP is highly configurable, a system such as this (or similar) can be used during initial configuration, thereby making the process in the ERP 100% templated/standardised for all.
Much importance must also be placed on the initial MR vetting (triage) process. One must vet every single DER to confirm whether it is a real, or user perceived priority. Once the MR has been converted, the workshop has committed to the DER. The best time to renegotiate is during the MR phase. This may involve sending craftsman (or the planners themselves) out to the yard in order to ascertain the validity of the user request. An example of this is looking at windscreen chips to confirm whether they can be done at the workshop or will be outsourced via the Joint Logistics Unit. This is an important step in the process, as it allows early intervention and identification of potential future points of friction.
Growth work over 10% is referred back to the PCS by the Execution Team in order to ascertain whether the work can still be completed in a reasonable time, or will have to be rescheduled. All members of the PCS must have, as a minimum, a MMMPLAN (planner) profile.
Conclusion
9 FSB has recently implemented an EMEOPS structure that is reaping significant rewards for the unit. The method used is essentially a LEAN approach to the CMMS and the planning world. It is recommended that any reader of this paper considers implementing a similar system as best practice in their respective unit.




